
热线电话:
18114758856

 全国服务热线
全国服务热线
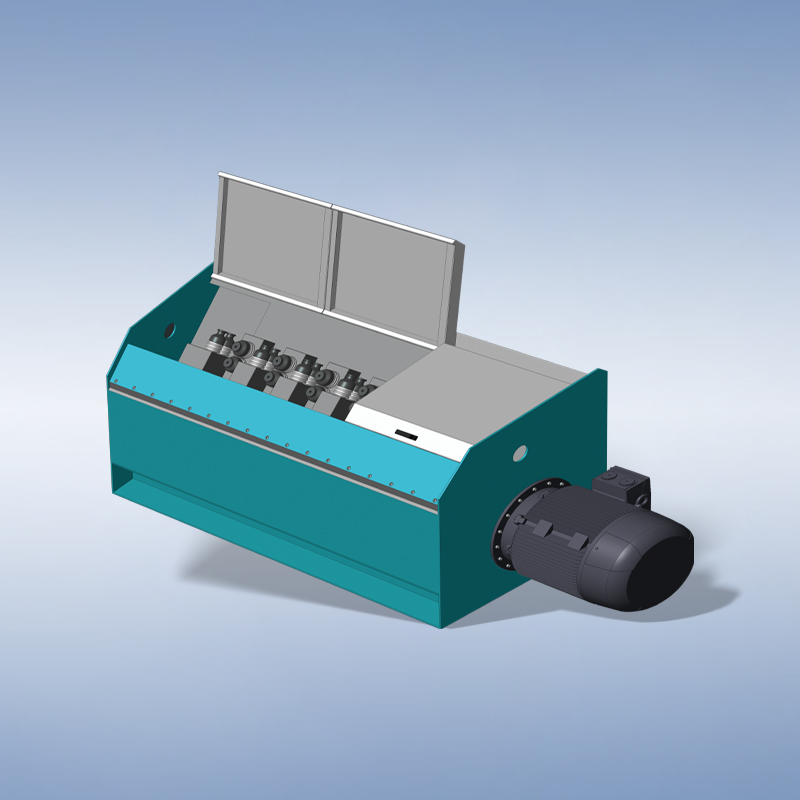
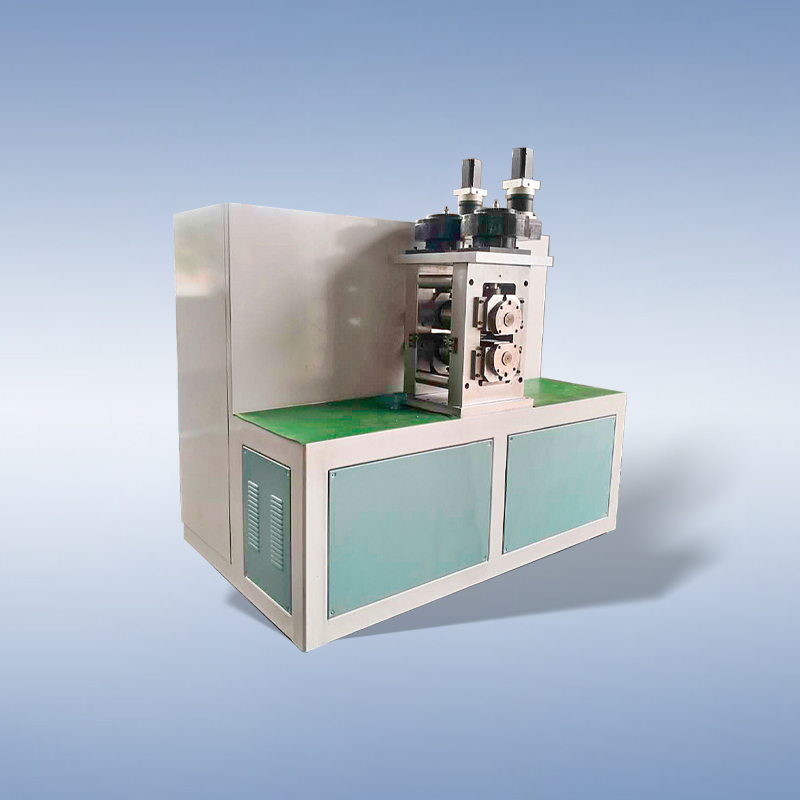
 光伏焊带专用拉丝机
光伏焊带专用拉丝机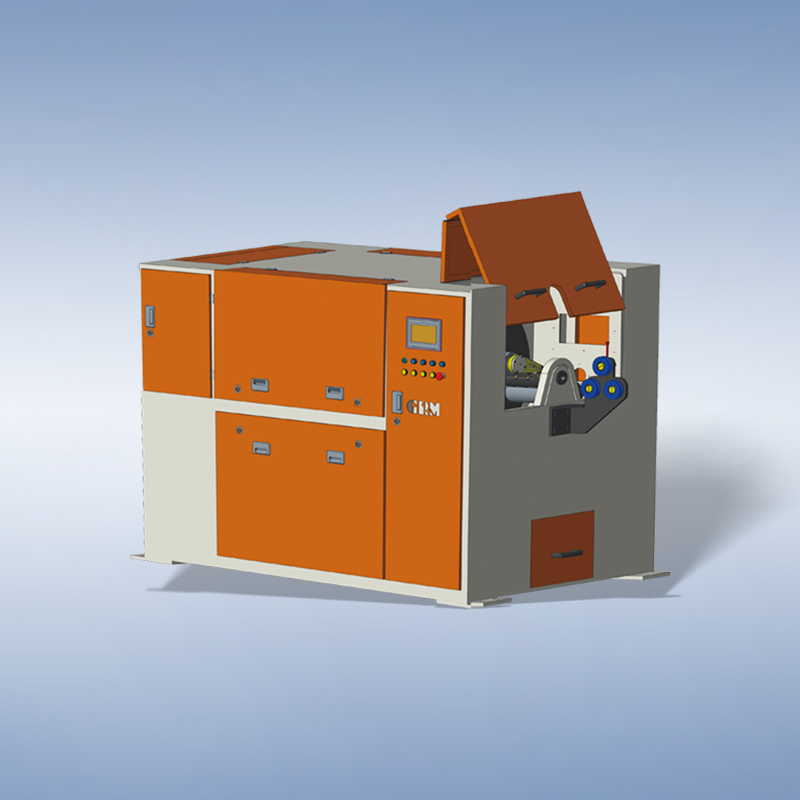 砂带除锈机
砂带除锈机轧机安装及机架铸造工艺注意事项
来源:www.youzha.net.cn | 发布时间:2023年03月31日对于轧机设备的安装,很多人在掌握的方法上存在一些小的错误,可能影响轧机设备的使用安装前应仔细检查各部件是否牢固,清除运输和贮存过程中的所有缺陷,清洁各部件,对转动部件进行去污,并加润滑脂。
设备安装前,应清理基础表面。在安装过程中,可使用垫铁校正水平减速器直接安装在基础上。二次灌浆层由用户结合现场实际情况施工在施工过程中,在基础螺栓二次灌浆之前,可以对设备和预留孔进行正确的调整和连接。
轧机安装时,应按设备中心线调整,分段调平减速器中心线高度与拱门中心高度及垂直偏差不大于0.3m m/m,机器飞轮直接安装在减速器高速轴上空载试运转:电动机正常启动后,进行轧机空载试运转2小时以上检查滚柱轴承和减速器的加热情况温度不得高于60℃减速机轧机运转平稳,无噪音和冲击空载试运转正常后,方可按轧制工艺规程进行负荷试运转。调整试运转时,应仔细检查各部位螺栓是否牢固,并用手转动检查传动系统是否灵活移动。如有卡涩现象,应查明原因,及时排除检查电路是否正常。
根据铸件的结构特点,轧机机架的铸造工艺方案应首先确定浇注位置和分型面根据铸件的结构特点,采用两箱成型分型面是铸件的上表面,冒口在分型面之上,铸件都在分型面之下采用单层侧进浇注系统,成型方法及砂型,分型面以下采用木模制作砂型,分型面以上采用砂箱制作砂型表层砂为铬矿砂,背面砂为硅砂树脂砂机可自动混砂,手动放砂。
以上就是江苏优轧机械有限公司为你总结的轧机安装及机架铸造工艺注意事项,如果还有什么相关知识不明白的,可以咨询我们
上一条:
在轧机故障后如何进行修复使用
下一条:
如何处理轧机应用中的具体问题
【相关文章】


-
张家港市锦丰镇合兴区杨锦公路425号 Address
Address
-
mkhmpr@163.com E- mail
E- mail
-
0512-58907835 / 0512-58907836 Tel
Tel
 江苏优轧机械有限公司
江苏优轧机械有限公司
+
 微信号:18114758856
微信号:18114758856

微信号:18114758856
 添加微信
添加微信
 联系我们
联系我们
 电话咨询
电话咨询